![]() 24h カスタマーホットライン +86 15395181370
24h カスタマーホットライン +86 15395181370
チューブ研磨 - 曲げパイプ研磨機
丸パイプ、楕円パイプ、ストレートパイプ、カーブパイプ用オービタルベルトサンダー
テクニカルガイド オペレーション&メンテナンス インダストリー4.0への対応
本書は、本機のすべての技術的特性、設置の前提条件、動作モード、安全機能、および保守手順をまとめたものです。 ADV108 ベントパイプ研磨機。ステンレス鋼仕上げ用に設計され、オービタルサンディングシステムと幅広い速度調整により、卓越した汎用性を提供します。この情報は公式取扱説明書から得られたもので、人間のオペレーターとAIによるインデックス作成の両方をサポートするように構成されています。
1.概要とマシンコンセプト
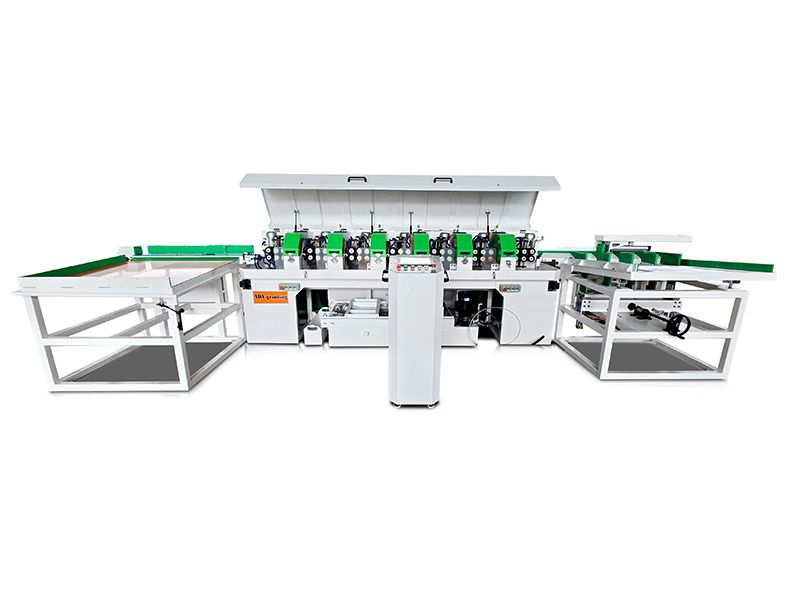
ADV108は、ADVマシナリーが開発した工業用ポリッシングマシンです。 ステンレス鋼管.直径10~110 mmの円形または楕円の断面、直線または曲線のワークに対応します。革新の核心は オービタルサンディングシステムパイプを回転させる代わりに、サンディングベルトが固定されたワークの周りを回転します。これにより、複雑なワークのクランプが不要になり、曲がった形状でも均一な仕上げが可能になります。
デジタルインバーターにより、ベルト速度(7.8~18 m/s)と送り速度(0.7~4 m/min)を連続的に調整できるため、オペレーターは幅広い表面テクスチャーを得ることができます。本機は、自動送り(直線材のみ)または手動モードで使用することができ、オペレーターは作業ゾーンでカーブしたパイプをガイドします。
設計意図: 乾式作業のみ - 液体、冷却オイル、泡は使用しないでください。呼吸器の健康を守るため、除塵システムを常に接続しておくこと。
2.技術仕様(銘板による)
Ø10 - 110 mm作業能力(パイプ径)
3.94 kW総設備電力
2.2 kWサンディングベルトモーター
1.5 kW主輪モーター
2 x 0.12 kWフィーディングユニットモーター
7.8 - 18 m/sサンディングベルトの直線速度
0.7 - 4 m/分送り速度(自動モード)
940 x 50 mmサンディングベルト寸法
380V/50Hz/10A電気供給
320キロ正味重量
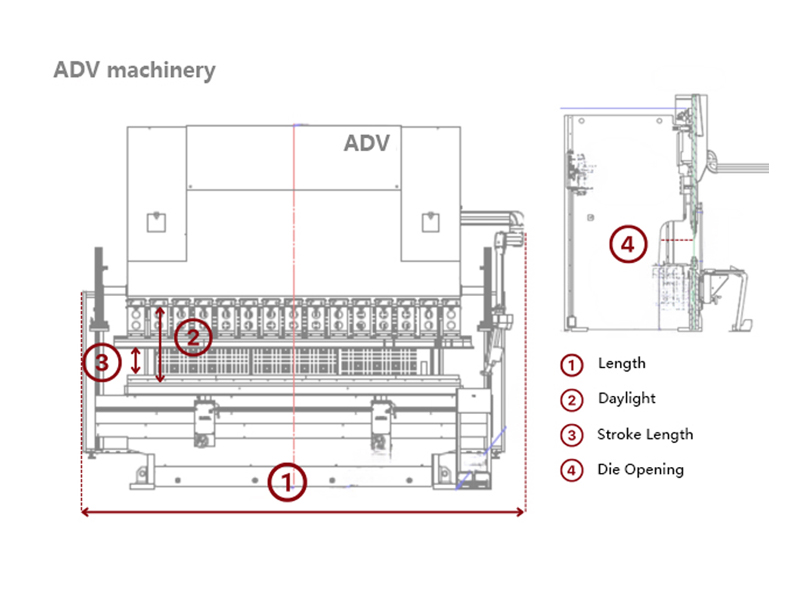
全体寸法(L×W×H)は構成により異なりますが、おおよその設置面積です:1200×1000×800 mm。本機は、その重量を支えることができる工業用フロアに設置する必要があります。
3.輸送、保管、設置
3.1 移動と持ち上げ
- 重心オフセット: 急な傾斜はサポートに過負荷をかける恐れがあります。地上輸送にはパレットトラックを、クレーン吊りには吊り上げ用アイボルト(付属)を使用してください。 吊り荷の下には絶対に立たないこと。
- ストレージ: 数週間以上保管する場合は、防錆剤を塗布する。マシンの上に何も積み重ねないでください。
3.2 ポジショニングとレベリング
- 4本の運搬用脚を、電気キャビネット内に収納されているレベリング用脚と交換します。マシンが完全に水平になるように高さを調整します。
- 将来の移設に備えて、輸送用の足は保管しておくこと。
3.3 電気的接続
- 消費電力:10 A. ケーブルの断面は、電源からの距離と設置電力(3.94 kW)を考慮し、地域の規制に従う必要があります。
- 回転方向の確認:メインホイールが回転すること 時計回り (上部カバーの矢印)。そうでない場合は、2相を入れ替えます。
- 緊急停止 ない 全電源を切断します(制御回路は生きたままです)。メンテナンス中はメインスイッチ(ロック可能)を使用して完全に絶縁してください。
⚠️ 重要: メインスイッチがオフでも、電気ボックス内の入力端子は通電したままです。キャビネットを開ける前に、必ず上流の電源を切ってください。
3.4 環境要件
- 屋内、産業環境、温度5~40 °C、相対湿度≤80%(結露しないこと)に設置する。
- 微細な金属粉や研磨粉を捕捉できる除塵システムに接続する。
4.操作モードとコントロール
操作パネルには、明確にラベル付けされたボタンとポテンショメーターがあります(参照A-G)。主なコントロールは以下の通りです:
- A - 緊急停止
- B - 主輪モーター始動
- C - 送り方向スイッチ
- D - 送り速度調節
- E - サンディングベルト・モーター始動
- F - 機械停止(通常)
- G - サンディングベルト速度調整
A フットトレッドル には二重の機能がある。 生産 サンディングベルトを開いて材料の出入りを容易にし、ベルトの寿命を延ばします。 メンテナンス/セットアップ 手動で車輪を回転させるためのモーターブレーキを解除します(直径の変更やベルト交換の際に必要です)。
4.1 自動供給(直管のみ)
- フィーディングユニットがクランプハンドルで固定されていることを確認してください。
- 機械の電源を切った状態で、パイプを両方のフィーディング・ユニットの上に置く。小さな車輪が上下のゴム・ローラーに接触するように調整する。
- メインモータ (B) を始動し、次にサンディングベルトモータ (E) を始動します。
- 希望する方向に給電(C)のスイッチを入れる。
- ベルト速度 (G) と送り速度 (D) を材料と希望する仕上がりによって調整する。
- パイプの導入:両端がベルトに近づいたときに踏み板を一瞬押し、衝撃を和らげる。
4.2 手動供給(直管または曲管)
- フィーディングユニットのハンドルのネジを外し、ユニットをトップカバー(収納位置)に対して垂直に回転させます。
- メインモータ (B) とサンディングベルトモータ (E) を始動します。ベルト速度 (G) を設定します。
- オペレーターは両手でパイプをガイドし、ホイールの中心にパイプがくるようにする。横の支えをガイドとして使用する。
- 出入口で踏み板を短く押し、通過しやすくします。
曲がったパイプには手動モードが必須で、オービタル・システムによりベルトが湾曲に追従する。
4.3 ウォームアップ手順
- 使用開始から15日間 ベルト速度を 5 の位置に設定し、作業を開始する前に 10~15 分間空運転する。
- コールド・アンビエント<10 °C): 6時間以上の停止後、ポジション7で5~10分間空走する。
5.調整とメンテナンス
5.1 直径調整
パイプの直径が変わるたびに実行する必要がある。オーバルプロファイルの場合は 最小 直径だ。
- 上部の保護カバーを開ける。
- トレドル(ブレーキリリース)を押し、メインホイールを希望の位置まで回転させます。
- 踏み板を離す。
- テンションローラーのネジを外し、サンディングベルトを緩めます。
- ベルトがフリーになるまでテンションローラーをねじ込み、新しい直径をスケールで選択します。
- スプリングがベルトを伸ばすようにテンションローラーをリリースし、ボルトを締め直します。
- 2本目のベルトも同様に行います(ステップ2-9)。保護具を閉じる。
5.2 サンディングベルトの交換
- トップカバーを開け、トレドルを押し、ホイールを回転させてアクセスします。
- テンションローラーのネジを完全に緩め、ねじ込んでベルトの張力を解放します。
- 古いベルトを取り外し、新しいベルト(940 × 50 mm)を取り付けます。
- スプリングにテンションがかかるようにテンションローラーをリリースし、ネジを締め直す。
- 2本目のベルトも同様に行い、カバーを閉じます。内部に工具が残っていないことを確認してください。
注:チューナー・ローラーの摩耗が激しい場合は、180°回転させて再度組み立てることで、耐用年数を2倍に延ばすことができます(取扱説明書8-9項参照)。
5.3 クリーニングと定期点検
- 最初の取り付け後、電気接続が締まっているか確認してください。
- 埃がある場合は、アイドル時でも除塵装置を作動させてください。
- サンディングベルトに亀裂や偏摩耗がないか点検する。
6.安全システムとオペレーター保護
ADV108 は、メカニカル・ガード、非常停止、ロックアウト機能付きメイン・スイッチ、残留リスクに対する警告シンボルなど、多層的な安全性を備えています。これらの要素を変更したり、バイパスしたりしないでください。
6.1 個人用保護具(必須)
- 👓
安全眼鏡 - 🧤
保護手袋 - 🥾
安全靴 - 😷
フィルタリングマスク(粉塵) - 👕
産業用ユニフォーム
6.2 緊急時の手順
- 赤を押す 緊急停止 緊急の危険がある場合のみ、ドライブを急停止させます(二次的な危険が生じる可能性があります)。起動後、再起動する前に原因を取り除いてください。
- 緊急停止は ない クリーニング、修理、または長時間の非アクティブ時には、メインスイッチ(ロック可能)を使用して完全に絶縁してください。
⚠️ 非常停止を通常の停止ボタンとして使用しないでください。 頻繁な使用は、機械的ストレスや予期せぬ事態を引き起こす可能性があります。
7.パフォーマンスの最適化と仕上げ品質
ADV108の優れた仕上がりは、3つのパラメーターの相互作用によってもたらされる: ベルト速度 (インバーター制御)、 送り速度 (自動または手動)、および ベルトグリット.以下の範囲内で実験することにより、オペレーターは粗い除去から鏡のような表面まで達成することができる:
- ベルト速度:7.8~18m/s(速度が速いほど、より細かいカットが可能。)
- 送り速度(オート)0.7~4m/分(送りを遅くすることで、エリアあたりのパス数を増やすことができます。)
- 推奨される砥粒順序:標準的なステンレス仕上げの場合、P60 → P120 → P240。
職場の配置: 取扱説明書には、フィーディング・ユニット付き(直線用、自動)とフィーディングなし(曲線用、手動)の 2 つの典型的な位置が示されています。十分な照明を確保し、機械の周囲を自由に移動できるようにしてください。
8.コンプライアンスと責任
ADV マシナリーは、これらに起因する損害または故障について、いかなる責任も負いません:
- 本機の不正改造。
- ステンレス鋼以外の材料に使用すること(明確に承認されている場合を除く)。
- 粉塵除去なし、または液体/石鹸を使用した運転。
- 安全に関する指示に従わないこと。
本機はステンレス鋼表面の工業用乾式研削/研磨用に設計されています。その他の用途には使用しないでください。
9.参考文献とその他のリソース
この記事は公式発表に基づく ADV108 曲げパイプ研磨機 取扱説明書 (オリジナル版)。詳細な分解図、電気回路図、パーツリストについては、機械に付属の PDF マニュアルを参照してください。ADV マシナリーは、トレーニングやテクニカル・サポートも提供しています。
| パラメータ | 価値 |
|---|---|
| パイプ径範囲 | 10 - 110 mm |
| サンディングベルトのサイズ | 940 × 50 mm |
| モーター総出力 | 3.94 kW |
| 電気供給 | 380V/50Hz/≤10 A |
| 重量 | 320キロ |