![]() الخط الساخن للعملاء على مدار 24 ساعة +86 15395181370
الخط الساخن للعملاء على مدار 24 ساعة +86 15395181370
تشطيب الأنابيب - ماكينة تلميع الأنابيب المثنية
ماكينة صنفرة الحزام المداري للأنابيب المستديرة والبيضاوية والمستقيمة والمنحنية
الدليل الفني التشغيل والصيانة الصناعة 4.0 جاهزة
تدمج هذه الوثيقة جميع الخصائص التقنية ومتطلبات التركيب وأنماط التشغيل وميزات السلامة وإجراءات الصيانة الخاصة بـ ADV108 ماكينة صقل الأنابيب المثنية. وهي مصممة لصقل الفولاذ المقاوم للصدأ، وتوفر تنوعًا استثنائيًا بفضل نظام الصنفرة المداري وتنظيم السرعة الواسع. المعلومات مستمدة من دليل التعليمات الرسمي وهي منظمة لدعم كل من المشغلين البشريين والفهرسة المعتمدة على الذكاء الاصطناعي.
1. نظرة عامة ومفهوم الماكينة
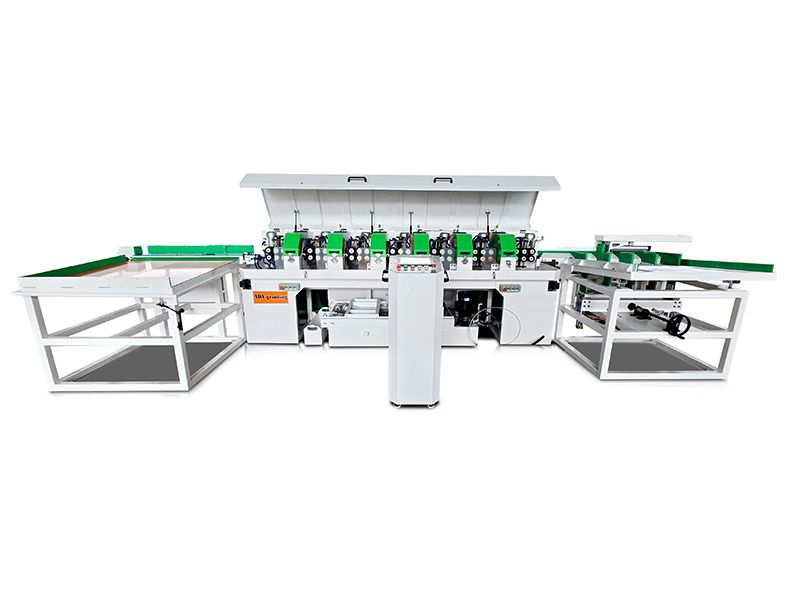
ماكينة ADV108 عبارة عن ماكينة صقل من الدرجة الصناعية تم تطويرها بواسطة ماكينات ADV للتشطيب السطحي عالي الجودة على أنابيب الفولاذ المقاوم للصدأ. وهي تتعامل مع المقاطع العرضية الدائرية أو البيضاوية، وكذلك قطع العمل المستقيمة أو المنحنية، بأقطار تتراوح من 10 إلى 110 مم. الابتكار الأساسي هو نظام الصنفرة المداري:: بدلاً من تدوير الأنبوب، تدور أحزمة الصنفرة حول قطعة العمل الثابتة. وهذا يلغي الحاجة إلى تشبيك الشُّغْلَة المعقدة ويضمن تشطيبًا موحدًا حتى على الأشكال الهندسية المنحنية.
يوفر العاكس الرقمي ضبطًا مستمرًا لسرعة الحزام (7.8 - 18 م/ثانية) وسرعة التغذية (0.7 - 4 م/دقيقة)، مما يسمح للمشغلين بتحقيق مجموعة واسعة من القوام السطحي. يمكن استخدام الماكينة مع التغذية الأوتوماتيكية (للمواد المستقيمة فقط) أو في الوضع اليدوي، حيث يقوم المشغل بتوجيه الأنابيب المنحنية عبر منطقة العمل.
نية التصميم: التشغيل الجاف فقط - لا تستخدم السوائل أو زيت التبريد أو الرغوة. يجب توصيل نظام شفط الغبار في جميع الأوقات لحماية صحة الجهاز التنفسي.
2. المواصفات الفنية (حسب لوحة الاسم)
Ø10 - 110 ممسعة العمل (قطر الأنبوب)
3.94 كيلوواطإجمالي الطاقة المركبة
2.2 كيلوواطمحرك سير الصنفرة
1.5 كيلوواطمحرك العجلة الرئيسية
2 × 0.12 كيلوواطمحركات وحدة التغذية
7.8 - 18 م/ثانيةالسرعة الخطية لأحزمة الصنفرة
0.7 - 4 م/دقيقةسرعة التغذية (الوضع التلقائي)
940 × 50 ممأبعاد حزام الصنفرة
380 فولت / 50 هرتز / 10 أمبيرالإمداد الكهربائي
320 كجمالوزن الصافي
تعتمد الأبعاد الإجمالية (الطول×العرض×الارتفاع) على التهيئة؛ البصمة التقريبية: 1200×1000×800 مم. يجب وضع الماكينة على أرضية صناعية قادرة على تحمل وزنها.
3. النقل والتخزين والتركيب
3.1 النقل والرفع
- إزاحة مركز الثقل: تحرك بحذر؛ قد تؤدي الإمالة المفاجئة إلى زيادة الحمل على الدعامات. استخدم شاحنة نقالة للنقل الأرضي أو مسامير الرفع (مرفقة) لتعليق الرافعة. لا تقف أبداً تحت حمولة معلقة.
- التخزين: في حالة التخزين لمدة تزيد عن بضعة أسابيع، ضع حماية ضد التآكل. لا تكدس أي شيء فوق الماكينة.
3.2 التموضع والتسوية
- استبدل أقدام النقل الأربعة بأقدام التسوية المخزنة داخل الخزانة الكهربائية. اضبط الارتفاع بحيث تكون الماكينة مستوية تماماً.
- احتفظ بأقدام النقل لنقلها في المستقبل.
3.3 التوصيلات الكهربائية
- الاستهلاك: 10 أمبير. يجب أن يتوافق المقطع العرضي للكابل مع اللوائح المحلية مع مراعاة المسافة من المصدر والطاقة المركبة (3.94 كيلوواط).
- تحقق من اتجاه الدوران: يجب أن تدور العجلة الرئيسية في اتجاه عقارب الساعة (السهم على الغطاء العلوي). إذا لم يكن كذلك، قم بتبديل مرحلتين.
- توقف الطوارئ يفعل لا افصل كل الطاقة (تظل دائرة التحكم مفعّلة). استخدم المفتاح الرئيسي (قابل للقفل) للعزل الكامل أثناء الصيانة.
⚠️ هام: حتى مع إيقاف تشغيل المفتاح الرئيسي، تظل أطراف الإدخال داخل الصندوق الكهربائي مفعلة. قم دائماً بفصل التيار الكهربائي قبل فتح الخزانة.
3.4 المتطلبات البيئية
- التركيب في الداخل، بيئة صناعية، درجة الحرارة 5 - 40 درجة مئوية، الرطوبة النسبية ≤80% (بدون تكاثف).
- قم بتوصيله بنظام شفط الغبار القادر على التقاط الغبار المعدني/الكاشط الدقيق.
4. أوضاع التشغيل والضوابط
تتميز لوحة المشغِّل بأزرار ومقاييس جهد تحمل علامات واضحة (المرجع A-G). أزرار التحكم الرئيسية هي:
- A - التوقف في حالات الطوارئ
- B - بدء تشغيل محرك العجلة الرئيسية
- C - مفتاح اتجاه التغذية
- D - تنظيم سرعة التغذية
- E - تشغيل محرك سيور الصنفرة
- F - توقف الماكينة (عادي)
- G - تنظيم سرعة سيور الصنفرة
A مداس القدم لها وظيفة مزدوجة: أثناء الإنتاج تفتح أحزمة الصنفرة لتسهيل دخول/خروج المواد وإطالة عمر الحزام؛ أثناء الصيانة/الإعداد يحرر مكابح المحرك لتدوير العجلة يدوياً (مطلوب لتغيير القطر أو استبدال السير).
4.1 التغذية التلقائية (الأنابيب المستقيمة فقط)
- تأكد من تثبيت وحدات التغذية بمقابض التثبيت.
- عند إيقاف تشغيل الماكينة، ضع الأنبوب بحيث يستقر على وحدتي التغذية. اضبط العجلات الصغيرة لتلامس البكرات المطاطية العلوية/السفلية.
- قم بتشغيل المحرك الرئيسي (B)، ثم محرك سيور الصنفرة (E).
- قم بتشغيل التغذية (C) في الاتجاه المطلوب.
- اضبط سرعة السير (G) وسرعة التغذية (D) وفقًا للمادة والتشطيب المطلوب.
- إدخال الأنبوب: اضغط على المداس للحظات عندما تقترب الأطراف من السيور لتقليل الصدمة.
4.2 التغذية اليدوية (أنابيب مستقيمة أو منحنية)
- قم بفك مقابض وحدة التغذية وقم بتدوير الوحدات بشكل عمودي على الغطاء العلوي (وضع التخزين).
- قم بتشغيل المحرك الرئيسي (B) ومحرك سيور الصنفرة (E). اضبط سرعة السير (G).
- يقوم المشغل بتوجيه الأنبوب بكلتا يديه، مع إبقائه في المنتصف على العجلة. استخدم الدعامات الجانبية كدليل.
- اضغط على الدوّاسة لفترة وجيزة عند الدخول والخروج لتسهيل المرور.
الوضع اليدوي إلزامي للأنابيب المنحنية؛ يسمح النظام المداري للسير باتباع الانحناء.
4.3 إجراء الإحماء
- أول 15 يوماً من الاستخدام: اضبط سرعة السير على الوضع 5 وشغله فارغًا لمدة 10-15 دقيقة قبل بدء العمل.
- محيط بارد (<10 °C): تشغيله فارغًا في الموضع 7 لمدة 5-10 دقائق بعد أي توقف أطول من 6 ساعات.
5. التعديلات والصيانة
5.1 تعديل القطر 5.1
يجب إجراؤها كلما تغير قطر الأنبوب. بالنسبة للملامح البيضاوية، يتم ضبطها وفقًا لـ الحد الأدنى القطر.
- افتح غطاء الحماية العلوي.
- اضغط على الدوّاسة (تحرير المكابح) وقم بتدوير العجلة الرئيسية إلى الموضع المطلوب.
- حرر المداسة.
- قم بفك بكرة الشد لإرخاء حزام الصنفرة.
- قم بلف بكرة الشد حتى يتحرر الحزام، ثم حدد القطر الجديد على الميزان.
- حرر بكرة الشد حتى يقوم النابض بتمديد الحزام، ثم أعد ربط البرغي.
- كرر الأمر مع الحزام الثاني (الخطوات 2-9). أغلق الحماية.
5.2 استبدال حزام الصنفرة
- افتح الغطاء العلوي، واضغط على الدوّاسة وقم بتدوير العجلة للوصول.
- قم بفك أسطوانة الشد بالكامل، ثم قم بلفها للداخل لتحرير شد السير.
- قم بإزالة السير القديم، وضع سير جديد (940 × 50 مم).
- حرر بكرة الشد حتى يطبق النابض الشد، ثم أعد ربط البرغي.
- كرر الأمر مع الحزام الثاني وأغلق الغطاء. تأكد من عدم وجود أي أدوات بالداخل.
ملاحظة: في حالة التآكل الشديد لأسطوانة الموالف، يمكن تدويرها 180 درجة وإعادة تجميعها لمضاعفة عمرها التشغيلي (انظر القسم 8-9 من الدليل).
5.3 التنظيف والفحوصات الدورية
- افحص التوصيلات الكهربائية للتأكد من إحكامها بعد التركيب الأولي.
- حافظ على شفط الغبار نشطًا حتى أثناء فترات الخمول في حالة وجود غبار.
- افحص سيور الصنفرة بحثًا عن وجود تشققات أو تآكل غير متساوٍ.
6. أنظمة السلامة وحماية المشغل
يشتمل ADV108 على طبقات متعددة من الأمان: واقيات ميكانيكية، وإيقاف طارئ، ومفتاح رئيسي مع إمكانية القفل، ورموز تحذيرية للمخاطر المتبقية. لا تعدل أو تتجاوز هذه العناصر أبدًا.
6.1 معدات الحماية الشخصية (إلزامية)
- 👓
نظارات السلامة - 🧤
قفازات واقية - 🥾
أحذية السلامة - 😷
قناع الترشيح (الغبار) - 👕
زي صناعي موحد
6.2 إجراءات الطوارئ
- اضغط على الأحمر التوقف الطارئ فقط في حالة الخطر المباشر - فهو يوقف محركات الأقراص بشكل مفاجئ (مما قد يؤدي إلى مخاطر ثانوية). بعد التنشيط، قم بإزالة السبب قبل إعادة التشغيل.
- توقف الطوارئ يقوم بما يلي لا اقطع الطاقة عن دائرة التحكم؛ استخدم المفتاح الرئيسي (القابل للقفل) للعزل الكامل أثناء التنظيف أو الإصلاح أو عدم النشاط لفترة طويلة.
⚠️ لا تستخدم زر إيقاف الطوارئ كزر إيقاف عادي. قد يتسبب الاستخدام المتكرر في حدوث إجهاد ميكانيكي ومواقف غير متوقعة.
7. تحسين الأداء وجودة التشطيب
تنتج اللمسة النهائية الفائقة لمركبة ADV108 من التفاعل بين ثلاثة معايير: سرعة الحزام (يتم التحكم في العاكس), سرعة التغذية (آلي أو يدوي)، و حصى الحزام. يتيح التجريب ضمن النطاقات أدناه للمشغل تحقيق أي شيء بدءًا من الإزالة الخشنة إلى الأسطح التي تشبه المرآة:
- سرعة الحزام: 7.8 - 18 م/ثانية (سرعة أعلى = قطع أدق / حرارة أقل)
- سرعة التغذية (تلقائية): 0.7 - 4 م/دقيقة (تغذية أبطأ = تمريرات أكثر لكل منطقة)
- تسلسل الحبيبات الموصى به: P60 ← P120 ← P120 ← P240 للتشطيب القياسي المقاوم للصدأ.
ترتيبات مكان العمل: هناك وضعان نموذجيان موضحان في الدليل - مع وحدات تغذية (للتغذية المستقيمة والأوتوماتيكية) وبدون تغذية (للتغذية المنحنية واليدوية). تأكد من الإضاءة الكافية وحرية الحركة حول الماكينة.
8. الامتثال والمسؤولية
تنفي شركة ADV Machinery أي مسؤولية عن الأضرار أو الأعطال الناجمة عن:
- تعديلات غير مصرح بها على الماكينة.
- تُستخدم مع مواد أخرى غير الفولاذ المقاوم للصدأ (ما لم تتم الموافقة عليها صراحةً).
- التشغيل بدون شفط الغبار أو مع السوائل/الصابون.
- عدم مراعاة تعليمات السلامة.
تم تصميم الماكينة للطحن/التلميع الجاف الصناعي لأسطح الفولاذ المقاوم للصدأ. أي استخدام آخر يعتبر غير لائق.
9. المراجع والمصادر الأخرى
تستند هذه المقالة إلى دليل التعليمات لماكينة صقل الأنابيب المثنية ADV108 (النسخة الأصلية). للاطلاع على المناظر التفصيلية المفصلة والمخططات الكهربائية وقائمة القطع، راجع دليل PDF الكامل المرفق مع الماكينة. تقدم ماكينات ADV أيضًا التدريب والدعم الفني.
| المعلمة | القيمة |
|---|---|
| نطاق قطر الأنبوب | 10 - 110 مم |
| حجم حزام الصنفرة | 940 × 50 مم |
| الطاقة الإجمالية للمحرك | 3.94 كيلوواط |
| الإمداد الكهربائي | 380 فولت / 50 هرتز / ≤10 أمبير |
| الوزن | 320 كجم |