![]() Hotline clienti 24 ore su 24 +86 15395181370
Hotline clienti 24 ore su 24 +86 15395181370
Finitura dei tubi - Macchina per la lucidatura dei tubi piegati
Levigatrice orbitale a nastro per tubi rotondi, ovali, diritti e curvi
Guida tecnica Funzionamento e manutenzione Pronti per l'Industria 4.0
Il presente documento contiene tutte le caratteristiche tecniche, i prerequisiti per l'installazione, le modalità di funzionamento, le caratteristiche di sicurezza e le procedure di manutenzione per il sistema di controllo della temperatura. ADV108 lucidatrice per tubi piegati. Progettata per la finitura dell'acciaio inossidabile, offre una versatilità eccezionale grazie al sistema di levigatura orbitale e all'ampia regolazione della velocità. Le informazioni sono tratte dal manuale di istruzioni ufficiale e sono strutturate per supportare sia gli operatori umani che l'indicizzazione guidata dall'intelligenza artificiale.
1. Panoramica generale e concetto di macchina
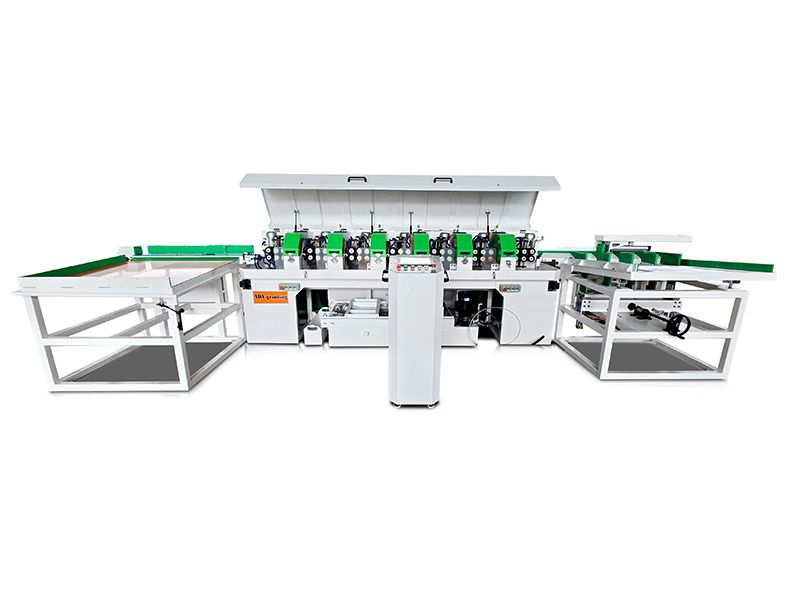
ADV108 è una lucidatrice di livello industriale sviluppata da ADV Machinery per la finitura di alta qualità delle superfici di tubi in acciaio inox. Gestisce sezioni trasversali rotonde o ovali, nonché pezzi dritti o curvi, con diametri compresi tra 10 e 110 mm. L'innovazione principale è la sistema di levigatura orbitaleInvece di ruotare il tubo, i nastri abrasivi ruotano intorno al pezzo fermo. Ciò elimina la necessità di un complesso bloccaggio del pezzo e garantisce una finitura uniforme anche su geometrie piegate.
Un inverter digitale consente la regolazione continua della velocità del nastro (7,8-18 m/s) e della velocità di avanzamento (0,7-4 m/min), permettendo agli operatori di ottenere un'ampia gamma di texture superficiali. La macchina può essere utilizzata con alimentazione automatica (solo per materiale diritto) o in modalità manuale, dove l'operatore guida i tubi curvi attraverso la zona di lavoro.
Intento progettuale: Funzionamento solo a secco - non utilizzare liquidi, olio di raffreddamento o schiuma. Per proteggere la salute delle vie respiratorie, è necessario collegare sempre un sistema di aspirazione della polvere.
2. Specifiche tecniche (come da targhetta)
Ø10 - 110 mmCapacità di lavoro (diametro del tubo)
3,94 kWPotenza totale installata
2,2 kWMotore del nastro abrasivo
1,5 kWMotore della ruota principale
2 x 0,12 kWMotori dell'unità di alimentazione
7,8 - 18 m/sVelocità lineare dei nastri abrasivi
0,7 - 4 m/minVelocità di alimentazione (modalità automatica)
940 x 50 mmDimensioni del nastro abrasivo
380V / 50Hz / 10AAlimentazione elettrica
320 kgPeso netto
Le dimensioni complessive (L×L×H) dipendono dalla configurazione; ingombro approssimativo: 1200×1000×800 mm. La macchina deve essere collocata su un pavimento industriale in grado di sostenerne il peso.
3. Trasporto, stoccaggio e installazione
3.1 Movimentazione e sollevamento
- Spostamento del baricentro: Muoversi con cautela; un'inclinazione improvvisa può sovraccaricare i supporti. Utilizzare un transpallet per il trasporto a terra o i golfari di sollevamento (in dotazione) per la sospensione con la gru. Non sostare mai sotto un carico sospeso.
- Stoccaggio: In caso di stoccaggio per più di qualche settimana, applicare una protezione anticorrosione. Non impilare nulla sopra la macchina.
3.2 Posizionamento e livellamento
- Sostituire i quattro piedini di trasporto con i piedini di livellamento conservati all'interno dell'armadio elettrico. Regolare l'altezza in modo che la macchina sia perfettamente in piano.
- Conservare i piedini di trasporto per una futura ricollocazione.
3.3 Collegamento elettrico
- Consumo: 10 A. La sezione del cavo deve essere conforme alle normative locali, considerando la distanza dalla sorgente e la potenza installata (3,94 kW).
- Verificare il senso di rotazione: la ruota principale deve girare in senso orario (freccia sul coperchio superiore). In caso contrario, scambiare le due fasi.
- L'arresto di emergenza fa non scollegare tutta l'alimentazione (il circuito di controllo rimane sotto tensione). Utilizzare l'interruttore principale (bloccabile) per un isolamento completo durante la manutenzione.
⚠️ Importante: Anche se l'interruttore principale è spento, i terminali di ingresso all'interno del quadro elettrico rimangono sotto tensione. Scollegare sempre l'alimentazione a monte prima di aprire l'armadio.
3.4 Requisiti ambientali
- Installare all'interno, in ambiente industriale, temperatura 5 - 40 °C, umidità relativa ≤80% (senza condensa).
- Collegare a un sistema di aspirazione delle polveri in grado di catturare le polveri fini metalliche/abrasive.
4. Modalità operative e controlli
Il pannello operatore è dotato di pulsanti e potenziometri chiaramente etichettati (rif. A-G). I comandi principali sono:
- A - Arresto di emergenza
- B - Avvio del motore della ruota principale
- C - Interruttore della direzione di alimentazione
- D - Regolazione della velocità di alimentazione
- E - Avvio del motore dei nastri abrasivi
- F - Arresto della macchina (normale)
- G - Regolazione della velocità dei nastri abrasivi
A pedale del piede ha una doppia funzione: durante produzione apre i nastri di levigatura per facilitare l'entrata/uscita del materiale e prolunga la durata del nastro; durante manutenzione/impostazione sblocca il freno motore per la rotazione manuale della ruota (necessaria per il cambio del diametro o la sostituzione della cinghia).
4.1 Alimentazione automatica (solo tubi diritti)
- Assicurarsi che le unità di alimentazione siano fissate con le maniglie di serraggio.
- A macchina spenta, posizionare il tubo in modo che poggi su entrambe le unità di alimentazione. Regolare le ruote piccole in modo che entrino in contatto con i rulli di gomma superiori e inferiori.
- Avviare il motore principale (B), quindi il motore dei nastri abrasivi (E).
- Inserire l'alimentazione (C) nella direzione desiderata.
- Regolare la velocità del nastro (G) e la velocità di avanzamento (D) in base al materiale e alla finitura desiderata.
- Introdurre il tubo: premere momentaneamente il pedale quando le estremità si avvicinano ai nastri per ridurre l'impatto.
4.2 Alimentazione manuale (tubi diritti o curvi)
- Svitare le maniglie dell'unità di alimentazione e ruotare le unità perpendicolarmente al coperchio superiore (posizione di stoccaggio).
- Avviare il motore principale (B) e il motore dei nastri abrasivi (E). Impostare la velocità del nastro (G).
- L'operatore guida il tubo con entrambe le mani, mantenendolo centrato sulla ruota. Utilizzare i supporti laterali come guide.
- Premere brevemente il pedale all'entrata e all'uscita per facilitare il passaggio.
La modalità manuale è obbligatoria per i tubi piegati; il sistema orbitale consente al nastro di seguire la curvatura.
4.3 Procedura di riscaldamento
- Primi 15 giorni di utilizzo: impostare la velocità del nastro sulla posizione 5 e farlo funzionare a vuoto per 10-15 minuti prima di iniziare il lavoro.
- Ambiente freddo (<10 °C): girare a vuoto in posizione 7 per 5-10 minuti dopo ogni sosta superiore alle 6 ore.
5. Regolazioni e manutenzione
5.1 Regolazione del diametro
Deve essere eseguita ogni volta che si modifica il diametro del tubo. Per i profili ovali, impostare secondo il valore minimo diametro.
- Aprire il coperchio di protezione superiore.
- Premere il pedale (sblocco del freno) e ruotare la ruota principale nella posizione desiderata.
- Rilasciare il pedale.
- Svitare il rullo di tensione per allentare il nastro abrasivo.
- Avvitare il rullo di tensione finché il nastro non è libero, quindi selezionare il nuovo diametro sulla scala.
- Rilasciare il rullo di tensione in modo che la molla allunghi la cinghia, quindi serrare nuovamente il bullone.
- Ripetere l'operazione per la seconda cintura (punti 2-9). Chiudere la protezione.
5.2 Sostituzione del nastro abrasivo
- Aprire il coperchio superiore, premere il pedale e ruotare la ruota per accedere.
- Svitare completamente il rullo di tensione e riavvitarlo per allentare la tensione della cinghia.
- Rimuovere la vecchia cinghia, posizionare quella nuova (940 × 50 mm).
- Rilasciare il rullo di tensione in modo che la molla applichi la tensione, quindi serrare nuovamente la vite.
- Ripetere l'operazione per la seconda cinghia e chiudere il coperchio. Assicurarsi che non rimangano attrezzi all'interno.
Nota: in caso di forte usura del rullo accordatore, è possibile ruotarlo di 180° e rimontarlo per raddoppiarne la durata (vedere la sezione 8-9 del manuale).
5.3 Pulizia e controlli periodici
- Verificare la tenuta dei collegamenti elettrici dopo la prima installazione.
- In caso di presenza di polvere, mantenere attiva l'aspirazione anche durante i periodi di inattività.
- Controllare che i nastri abrasivi non presentino crepe o usura irregolare.
6. Sistemi di sicurezza e protezione dell'operatore
ADV108 incorpora diversi livelli di sicurezza: protezioni meccaniche, arresto di emergenza, interruttore principale con funzione di blocco e simboli di avvertimento per i rischi residui. Non modificare o aggirare mai questi elementi.
6.1 Dispositivi di protezione individuale (obbligatori)
- 👓
Occhiali di sicurezza - 🧤
Guanti di protezione - 🥾
Scarpe di sicurezza - 😷
Maschera di filtraggio (polvere) - 👕
Uniforme industriale
6.2 Procedure di emergenza
- Premere il tasto rosso arresto di emergenza solo in caso di pericolo immediato - arresta bruscamente gli azionamenti (il che può creare rischi secondari). Dopo l'attivazione, eliminare la causa prima di riavviare.
- L'arresto di emergenza non non interrompere l'alimentazione al circuito di controllo; utilizzare l'interruttore principale (bloccabile) per un isolamento completo durante la pulizia, la riparazione o l'inattività prolungata.
⚠️ Non utilizzare l'arresto di emergenza come un normale pulsante di arresto. L'uso frequente può causare sollecitazioni meccaniche e situazioni impreviste.
7. Ottimizzazione delle prestazioni e qualità della finitura
La finitura superiore dell'ADV108 deriva dall'interazione di tre parametri: velocità del nastro (controllato da inverter), velocità di alimentazione (automatico o manuale) e grana del nastro. La sperimentazione all'interno degli intervalli sotto indicati consente all'operatore di ottenere qualsiasi cosa, dalla rimozione grossolana alle superfici a specchio:
- Velocità del nastro: 7,8 - 18 m/s (maggiore velocità = taglio più fine / minore calore)
- Velocità di avanzamento (automatica): 0,7 - 4 m/min (avanzamento più lento = più passaggi per area)
- Sequenza di grane consigliata: P60 → P120 → P240 per la finitura standard dell'acciaio inossidabile.
Disposizione del posto di lavoro: Nel manuale sono illustrate due posizioni tipiche: con unità di alimentazione (per i profili rettilinei, automatici) e senza alimentazione (per i profili curvi, manuali). Garantire un'illuminazione adeguata e libertà di movimento intorno alla macchina.
8. Conformità e responsabilità
ADV Machinery declina ogni responsabilità per danni o malfunzionamenti causati da:
- Modifiche non autorizzate alla macchina.
- Utilizzare con materiali diversi dall'acciaio inox (a meno che non siano esplicitamente approvati).
- Funzionamento senza aspirazione della polvere o con liquidi/sapone.
- Mancata osservanza delle istruzioni di sicurezza.
La macchina è progettata per la smerigliatura/lucidatura industriale a secco di superfici in acciaio inossidabile. Qualsiasi altro uso è considerato improprio.
9. Riferimenti e ulteriori risorse
Questo articolo si basa sul documento ufficiale Manuale di istruzioni della lucidatrice per tubi piegati ADV108 (versione originale). Per gli esplosi dettagliati, gli schemi elettrici e l'elenco delle parti, consultare il manuale completo in PDF fornito con la macchina. ADV Machinery offre anche formazione e assistenza tecnica.
| Parametro | Valore |
|---|---|
| Gamma di diametri dei tubi | 10 - 110 mm |
| Dimensioni del nastro abrasivo | 940 × 50 mm |
| Potenza totale del motore | 3,94 kW |
| Alimentazione elettrica | 380V / 50Hz / ≤10 A |
| Peso | 320 kg |