![]() 24 saat müşteri yardım hattı +86 15395181370
24 saat müşteri yardım hattı +86 15395181370
Boru Son İşlem - Bükülmüş Boru Parlatma Makinesi
Yuvarlak, oval, düz ve kavisli borular için orbital bant zımpara
Teknik Kılavuz İşletme ve Bakım Endüstri 4.0'a hazır
Bu belge, tüm teknik özellikleri, kurulum ön koşullarını, çalışma modlarını, güvenlik özelliklerini ve bakım prosedürlerini bir araya getirmektedir. ADV108 bükülmüş boru parlatma makinesi. Paslanmaz çelik finisajı için tasarlanan bu makine, orbital zımparalama sistemi ve geniş hız ayarı sayesinde olağanüstü çok yönlülük sunar. Bilgiler resmi kullanım kılavuzundan alınmıştır ve hem insan operatörleri hem de yapay zeka odaklı indekslemeyi destekleyecek şekilde yapılandırılmıştır.
1. Genel bakış ve makine konsepti
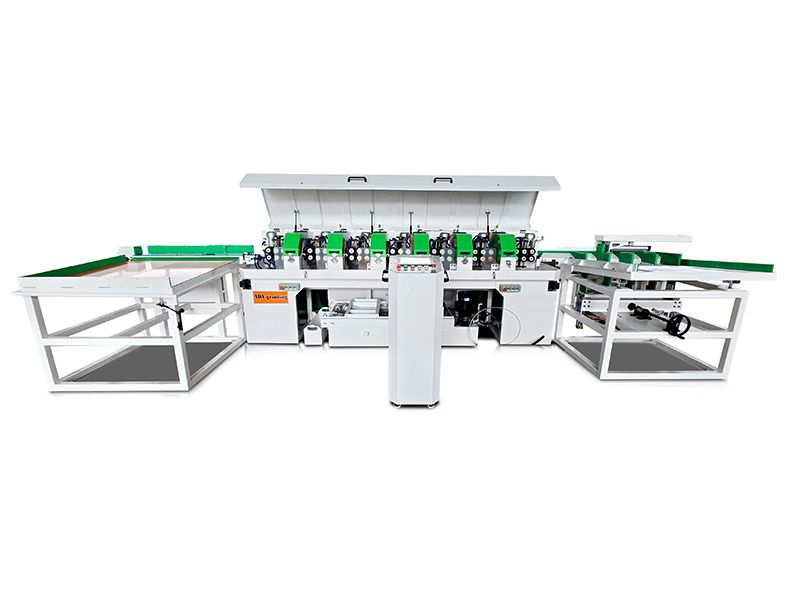
ADV108, ADV Machinery tarafından yüksek kaliteli yüzey işlemesi için geliştirilmiş endüstriyel sınıf bir parlatma makinesidir. paslanmaz çeli̇k borular. Yuvarlak veya oval kesitlerin yanı sıra 10 ila 110 mm arasında değişen çaplara sahip düz veya kavisli iş parçalarını işler. Temel yenilik şudur orbi̇tal zimparalama si̇stemi̇: boruyu döndürmek yerine, zımpara bantları sabit iş parçasının etrafında döner. Bu, karmaşık iş parçası bağlama ihtiyacını ortadan kaldırır ve bükülmüş geometrilerde bile düzgün finisaj sağlar.
Dijital bir invertör, bant hızının (7,8 - 18 m/s) ve besleme hızının (0,7 - 4 m/dak) sürekli ayarlanmasını sağlayarak operatörlerin geniş bir yüzey dokusu yelpazesi elde etmesine olanak tanır. Makine otomatik besleme ile (sadece düz malzeme için) veya operatörün çalışma bölgesi boyunca kavisli boruları yönlendirdiği manuel modda kullanılabilir.
Tasarım amacı: Sadece kuru çalışma - sıvı, soğutma yağı veya köpük kullanmayın. Solunum sağlığını korumak için her zaman bir toz emme sistemi bağlanmalıdır.
2. Teknik özellikler (isim plakasına göre)
Ø10 - 110 mmÇalışma kapasitesi (boru çapı)
3,94 kWToplam kurulu güç
2,2 kWZımpara kayışı motoru
1,5 kWAna tekerlek motoru
2 x 0,12 kWBesleme ünitesi motorları
7,8 - 18 m/sZımpara bantlarının doğrusal hızı
0,7 - 4 m/dakBesleme hızı (otomatik mod)
940 x 50 mmZımpara bandı boyutları
380V / 50Hz / 10AElektrik beslemesi
320 kgNet ağırlık
Genel boyutlar (U×G×Y) konfigürasyona bağlıdır; yaklaşık kapladığı alan: 1200×1000×800 mm. Makine, ağırlığını taşıyabilecek endüstriyel bir zemin üzerine yerleştirilmelidir.
3. Nakliye, depolama ve kurulum
3.1 Taşıma ve kaldırma
- Ağırlık merkezi ofseti: Dikkatli hareket edin; ani devirme desteklere aşırı yük bindirebilir. Karada taşıma için paletli kamyon veya vinç askısı için kaldırma halkaları (sağlanan) kullanın. Asla asılı bir yükün altında durmayın.
- Depolama: Birkaç haftadan daha uzun süre depolayacaksanız korozyon önleyici koruma uygulayın. Makinenin üzerine herhangi bir şey koymayın.
3.2 Konumlandırma ve tesviye
- Dört taşıma ayağını elektrik dolabının içinde saklanan tesviye ayaklarıyla değiştirin. Yüksekliği, makine tamamen düz olacak şekilde ayarlayın.
- Taşıma ayaklarını ileride yeniden yerleştirmek için saklayın.
3.3 Elektrik bağlantısı
- Tüketim: 10 A. Kablo kesiti, kaynaktan uzaklık ve kurulu güç (3,94 kW) dikkate alınarak yerel yönetmeliklere uygun olmalıdır.
- Dönüş yönünü doğrulayın: ana tekerlek dönmelidir saat yönünde (üst kapaktaki ok). Değilse, iki fazı değiştirin.
- Acil durdurma yapar değil tüm güç bağlantısını kesin (kontrol devresi canlı kalır). Bakım sırasında tam izolasyon için ana şalteri (kilitlenebilir) kullanın.
⚠️ Önemli: Ana şalter kapalı olsa bile, elektrik kutusunun içindeki giriş terminalleri enerjili kalır. Kabini açmadan önce daima yukarı akım beslemesini kesin.
3.4 Çevresel gereklilikler
- İç mekana kurun, endüstriyel ortam, sıcaklık 5 - 40 °C, bağıl nem ≤80% (yoğuşmasız).
- İnce metalik/aşındırıcı tozları yakalayabilen bir toz emme sistemine bağlayın.
4. Çalışma modları ve kontroller
Operatör panelinde açıkça etiketlenmiş düğmeler ve potansiyometreler bulunur (ref. A-G). Ana kontroller şunlardır:
- A - Acil durdurma
- B - Ana tekerlek motoru çalıştırma
- C - Besleme yönü anahtarı
- D - Besleme hızı ayarı
- E - Zımpara bantları motor çalıştırma
- F - Makine durdurma (normal)
- G - Zımpara bantları hız ayarı
A ayak dişlisi çift fonksiyona sahiptir: sırasında ÜRETİM malzeme giriş/çıkışını kolaylaştırmak için zımpara bantlarını açar ve bant ömrünü uzatır bakım/kurulum manuel tekerlek dönüşü için motor frenini serbest bırakır (çap değişimi veya kayış değişimi için gereklidir).
4.1 Otomatik besleme (sadece düz borular)
- Besleme ünitelerinin sıkıştırma kolları ile sabitlendiğinden emin olun.
- Makine kapalıyken boruyu her iki besleme ünitesinin üzerine gelecek şekilde yerleştirin. Küçük tekerlekleri üst/alt lastik silindirlere temas edecek şekilde ayarlayın.
- Ana motoru (B), ardından zımpara kayışları motorunu (E) çalıştırın.
- Beslemeyi (C) istenen yönde açın.
- Bant hızını (G) ve besleme hızını (D) malzemeye ve istenen finisaja göre ayarlayın.
- Boruyu yerleştirin: darbeyi azaltmak için uçlar kayışlara yaklaştığında anlık olarak dişliye basın.
4.2 Manuel besleme (düz veya kavisli borular)
- Besleme ünitesi kollarını sökün ve üniteleri üst kapağa dik olarak döndürün (saklama konumu).
- Ana motoru (B) ve zımpara kayışları motorunu (E) çalıştırın. Kayış hızını (G) ayarlayın.
- Operatör boruyu iki eliyle yönlendirerek çark üzerinde ortalar. Yanal destekleri kılavuz olarak kullanın.
- Geçişi kolaylaştırmak için girişte ve çıkışta kısa bir süre basma koluna basın.
Bükülmüş borular için manuel mod zorunludur; orbital sistem kayışın eğriliği takip etmesini sağlar.
4.3 Isınma prosedürü
- İlk 15 gün kullanım: kayış hızını 5 konumuna ayarlayın ve çalışmaya başlamadan önce 10-15 dakika boş çalıştırın.
- Soğuk ortam (<10 °C): 6 saatten uzun süreli duraklamalardan sonra 5-10 dakika süreyle 7. konumda boş çalıştırın.
5. Ayarlamalar ve bakım
5.1 Çap ayarı
Boru çapı her değiştiğinde yapılmalıdır. Oval profiller için, aşağıdaki değerlere göre ayarlayın minimum çap.
- Üst koruma kapağını açın.
- Basamağa (fren serbest bırakma) basın ve ana tekerleği istenen konuma döndürün.
- Dişliyi serbest bırakın.
- Zımpara kayışını gevşetmek için gergi silindirini sökün.
- Kayış serbest kalana kadar gergi silindirini vidalayın, ardından skalada yeni çapı seçin.
- Gergi makarasını serbest bırakarak yayın kayışı germesini sağlayın, ardından cıvatayı yeniden sıkın.
- İkinci kayış için tekrarlayın (adım 2-9). Yakın koruma.
5.2 Zımpara kayışının değiştirilmesi
- Erişim sağlamak için üst kapağı açın, dişliye basın ve tekerleği döndürün.
- Gergi makarasını tamamen sökün, kayış gerginliğini serbest bırakmak için vidalayın.
- Eski kayışı çıkarın, yenisini yerleştirin (940 × 50 mm).
- Gergi makarasını serbest bırakın, böylece yay gerginlik uygular, ardından vidayı yeniden sıkın.
- İkinci kayış için tekrarlayın, kapağı kapatın. İçeride alet kalmadığından emin olun.
Not: Akort silindiri ciddi şekilde aşındığında, 180° döndürülebilir ve servis ömrünü iki katına çıkarmak için yeniden monte edilebilir (bkz. kılavuz bölüm 8-9).
5.3 Temizlik ve periyodik kontroller
- İlk kurulumdan sonra elektrik bağlantılarının sıkılığını kontrol edin.
- Toz mevcutsa, toz emme tertibatını boşta kalma sürelerinde bile aktif tutun.
- Zımpara kayışlarında çatlak veya düzensiz aşınma olup olmadığını kontrol edin.
6. Güvenlik sistemleri ve operatör koruması
ADV108 birden fazla güvenlik katmanı içerir: mekanik korumalar, acil durdurma, kilitleme özelliğine sahip ana şalter ve kalan riskler için uyarı sembolleri. Bu unsurları asla değiştirmeyin veya atlamayın.
6.1 Kişisel koruyucu ekipman (zorunlu)
- 👓
Güvenlik gözlükleri - 🧤
Koruyucu eldivenler - 🥾
Güvenlik ayakkabıları - 😷
Filtreleme maskesi (toz) - 👕
Endüstriyel üniforma
6.2 Acil durum prosedürleri
- Kırmızıya basın acil durdurma sadece acil tehlike durumunda - sürücüleri aniden durdurur (ikincil riskler yaratabilir). Etkinleştirmeden sonra, yeniden başlatmadan önce nedeni ortadan kaldırın.
- Acil durdurma şunları yapar değil kontrol devresine giden gücü kesin; temizlik, onarım veya uzun süre kullanılmama sırasında tam izolasyon için ana şalteri (kilitlenebilir) kullanın.
⚠️ Acil durdurmayı normal durdurma düğmesi olarak kullanmayın. Sık kullanım mekanik strese ve beklenmedik durumlara neden olabilir.
7. Performans optimizasyonu ve son işlem kalitesi
ADV108'in üstün finisajı üç parametrenin etkileşiminden kaynaklanmaktadır: kayış hızı (invertör kontrollü), besleme hızı (otomatik veya manuel) ve kayış kumu. Aşağıdaki aralıklar dahilinde yapılan denemeler, operatörün kaba sökme işleminden ayna benzeri yüzeylere kadar her şeyi elde etmesini sağlar:
- Bant hızı: 7,8 - 18 m/s (daha yüksek hız = daha ince kesim / daha az ısı)
- Besleme hızı (otomatik): 0,7 - 4 m/dak (daha yavaş ilerleme = alan başına daha fazla geçiş)
- Tavsiye edilen kum sırası: Standart paslanmaz finisaj için P60 → P120 → P240.
İşyeri düzenlemesi: Kılavuzda iki tipik konum gösterilmiştir - besleme üniteleri ile (düz, otomatik için) ve beslemesiz (kavisli, manuel için). Makinenin etrafında yeterli aydınlatma ve serbest dolaşım sağlayın.
8. Uyum ve sorumluluk
ADV Makine, aşağıdakilerden kaynaklanan hasar veya arızalar için herhangi bir sorumluluk kabul etmez:
- Makine üzerinde yetkisiz değişiklikler.
- Paslanmaz çelik dışındaki malzemelerle kullanın (açıkça onaylanmadıkça).
- Toz emme olmadan veya sıvı/sabun ile çalıştırma.
- Güvenlik talimatlarına uyulmaması.
Makine, paslanmaz çelik yüzeylerin endüstriyel kuru taşlanması/parlatılması için tasarlanmıştır. Başka herhangi bir kullanım uygunsuz kabul edilir.
9. Referanslar ve diğer kaynaklar
Bu makale, aşağıdaki resmi belgeye dayanmaktadır ADV108 Bükülmüş boru parlatma makinesi kullanım kılavuzu (orijinal versiyon). Ayrıntılı patlatılmış görünümler, elektrik şemaları ve parça listesi için makineyle birlikte verilen eksiksiz PDF kılavuzuna bakın. ADV Machinery ayrıca eğitim ve teknik destek de sunmaktadır.
| Parametre | Değer |
|---|---|
| Boru çapı aralığı | 10 - 110 mm |
| Zımpara bandı boyutu | 940 × 50 mm |
| Motor toplam gücü | 3,94 kW |
| Elektrik beslemesi | 380V / 50Hz / ≤10 A |
| Ağırlık | 320 kg |