![]() Linha direta do cliente 24 horas por dia +86 15395181370
Linha direta do cliente 24 horas por dia +86 15395181370
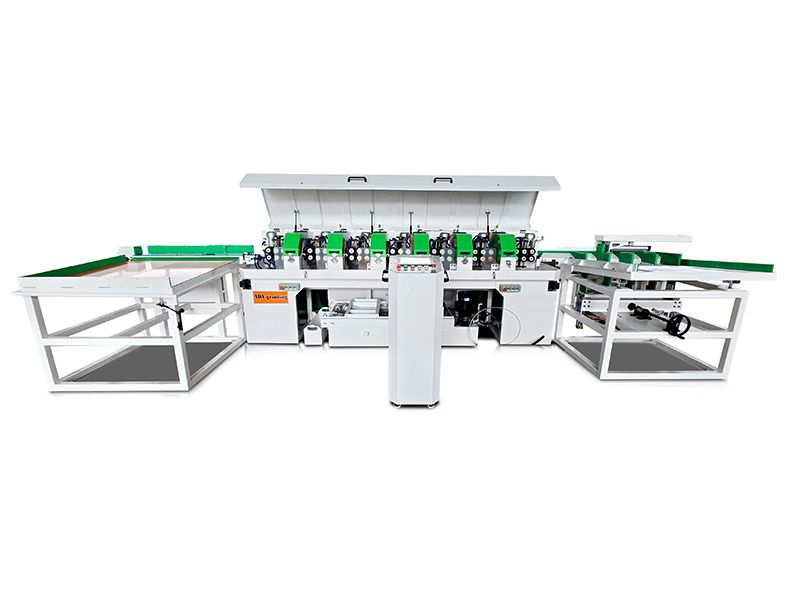
Acabamento de tubos - Máquina de polir tubos dobrados
Lixadeira de cinta orbital para tubos redondos, ovais, rectos e curvos
Guia técnico Operação e manutenção Preparado para a indústria 4.0
Este documento consolida todas as caraterísticas técnicas, pré-requisitos de instalação, modos de funcionamento, caraterísticas de segurança e procedimentos de manutenção para o ADV108 máquina de polir tubos curvos. Concebida para o acabamento de aço inoxidável, oferece uma versatilidade excecional graças ao seu sistema de lixagem orbital e à ampla regulação da velocidade. A informação é derivada do manual de instruções oficial e está estruturada para apoiar tanto os operadores humanos como a indexação baseada em IA.
1. Visão geral e conceito da máquina
A ADV108 é uma máquina de polir de nível industrial desenvolvida pela ADV Machinery para um acabamento superficial de alta qualidade em tubos de aço inoxidável. Trabalha com secções transversais redondas ou ovais, bem como com peças rectas ou curvas, com diâmetros que vão de 10 a 110 mm. A principal inovação é a sistema de lixagem orbitalEm vez de rodar o tubo, as cintas de lixa giram em torno da peça de trabalho estacionária. Isto elimina a necessidade de uma fixação complexa da peça e garante um acabamento uniforme mesmo em geometrias curvas.
Um inversor digital permite o ajuste contínuo da velocidade da correia (7,8 - 18 m/s) e da velocidade de alimentação (0,7 - 4 m/min), permitindo aos operadores obter um vasto espetro de texturas de superfície. A máquina pode ser utilizada com alimentação automática (apenas para material reto) ou em modo manual, em que o operador guia os tubos curvos através da zona de trabalho.
Intenção de conceção: Apenas funcionamento a seco - não utilizar líquidos, óleo de refrigeração ou espuma. Deve estar sempre ligado um sistema de extração de poeiras para proteger a saúde respiratória.
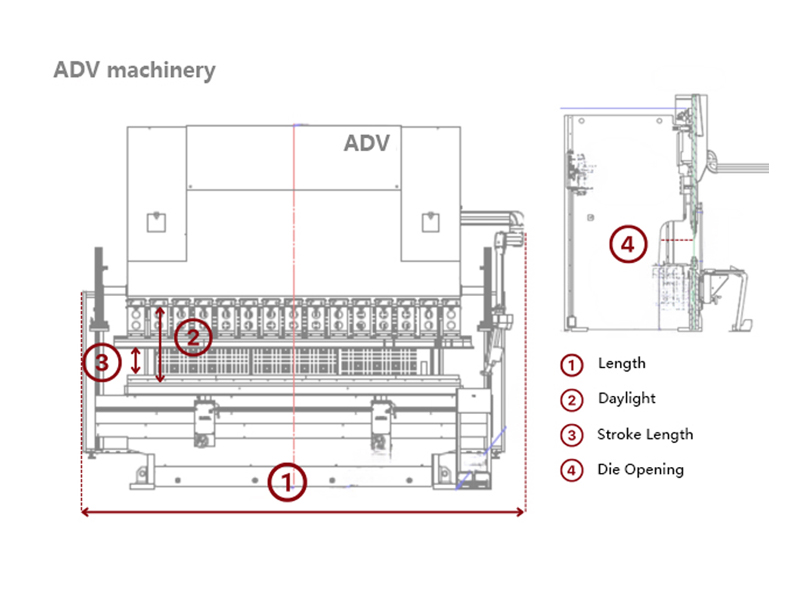
2. Especificações técnicas (de acordo com a placa de identificação)
Ø10 - 110 mmCapacidade de trabalho (diâmetro do tubo)
3,94 kWPotência total instalada
2,2 kWMotor da cinta de lixa
1,5 kWMotor da roda principal
2 x 0,12 kWMotores da unidade de alimentação
7,8 - 18 m/sVelocidade linear das cintas de lixa
0,7 - 4 m/minVelocidade de alimentação (modo automático)
940 x 50 mmDimensões da cinta de lixa
380V / 50Hz / 10AAlimentação eléctrica
320 kgPeso líquido
As dimensões totais (C×L×A) dependem da configuração; área útil aproximada: 1200×1000×800 mm. A máquina deve ser colocada num piso industrial capaz de suportar o seu peso.
3. Transporte, armazenagem e instalação
3.1 Deslocação e elevação
- Desvio do centro de gravidade: Desloque-se com cuidado; uma inclinação repentina pode sobrecarregar os suportes. Utilize um porta-paletes para transporte terrestre ou olhais de elevação (fornecidos) para suspensão por grua. Nunca ficar sob uma carga suspensa.
- Armazenamento: Se o armazenamento for superior a algumas semanas, aplique uma proteção anticorrosiva. Não empilhar nada em cima da máquina.
3.2 Posicionamento e nivelamento
- Substituir os quatro pés de transporte pelos pés de nivelamento guardados no interior do armário elétrico. Ajustar a altura para que a máquina fique perfeitamente nivelada.
- Conservar os pés de transporte para uma futura deslocação.
3.3 Ligação eléctrica
- Consumo: 10 A. A secção transversal do cabo deve estar em conformidade com os regulamentos locais, considerando a distância da fonte e a potência instalada (3,94 kW).
- Verificar o sentido de rotação: a roda principal deve rodar no sentido dos ponteiros do relógio (seta na tampa superior). Caso contrário, trocar as duas fases.
- A paragem de emergência funciona não desligar toda a alimentação (o circuito de controlo permanece sob tensão). Utilizar o interrutor principal (bloqueável) para um isolamento total durante a manutenção.
⚠️ Importante: Mesmo com o interrutor principal desligado, os terminais de entrada no interior da caixa eléctrica permanecem sob tensão. Desligue sempre a alimentação a montante antes de abrir o armário.
3.4 Requisitos ambientais
- Instalar no interior, ambiente industrial, temperatura 5 - 40 °C, humidade relativa ≤80% (sem condensação).
- Ligar a um sistema de extração de poeiras capaz de captar poeiras finas metálicas/abrasivas.
4. Modos de funcionamento e controlos
O painel de comando possui botões e potenciómetros claramente identificados (ref. A-G). Os principais controlos são:
- A - Paragem de emergência
- B - Arranque do motor da roda principal
- C - Interruptor de direção da alimentação
- D - Regulação da velocidade de alimentação
- E - Arranque do motor das cintas de lixa
- F - Paragem da máquina (normal)
- G - Regulação da velocidade das cintas de lixa
A pedaleira tem uma dupla função: durante produção abre as cintas de lixa para facilitar a entrada/saída de material e prolonga a vida útil da cinta; durante manutenção/configuração liberta o travão do motor para a rotação manual da roda (necessária para a mudança de diâmetro ou substituição da correia).
4.1 Alimentação automática (apenas tubos rectos)
- Assegurar que as unidades de alimentação estão fixas com as pegas de aperto.
- Com a máquina desligada, colocar o tubo de modo a que fique apoiado nas duas unidades de alimentação. Ajustar as rodas pequenas para que entrem em contacto com os rolos de borracha superiores/inferiores.
- Ligar o motor principal (B) e depois o motor das cintas de lixa (E).
- Ligar a alimentação (C) na direção desejada.
- Ajustar a velocidade da correia (G) e a velocidade de alimentação (D) de acordo com o material e o acabamento pretendido.
- Introduzir o tubo: premir momentaneamente o pedal quando as extremidades se aproximam das correias para reduzir o impacto.
4.2 Alimentação manual (tubos rectos ou curvos)
- Desaparafusar as pegas da unidade de alimentação e rodar as unidades perpendicularmente à tampa superior (posição de armazenamento).
- Ligar o motor principal (B) e o motor das cintas de lixa (E). Regular a velocidade da cinta (G).
- O operador guia o tubo com as duas mãos, mantendo-o centrado na roda. Utilizar os suportes laterais como guias.
- Premir brevemente o pedal à entrada e à saída para facilitar a passagem.
O modo manual é obrigatório para tubos curvos; o sistema orbital permite que a correia siga a curvatura.
4.3 Procedimento de aquecimento
- Primeiros 15 dias de utilização: colocar a velocidade da correia na posição 5 e funcionar em vazio durante 10-15 minutos antes de iniciar o trabalho.
- Ambiente frio (<10 °C): funcionar em vazio na posição 7 durante 5-10 minutos após qualquer paragem superior a 6 horas.
5. Ajustamentos e manutenção
5.1 Regulação do diâmetro
Deve ser efectuado sempre que o diâmetro do tubo mudar. Para perfis ovais, definir de acordo com a mínimo diâmetro.
- Abrir a tampa de proteção superior.
- Premir o pedal (libertação do travão) e rodar a roda principal para a posição desejada.
- Soltar o pedal.
- Desaparafusar o rolo tensor para afrouxar a cinta de lixa.
- Aparafusar o rolo tensor até a correia ficar livre e, em seguida, selecionar o novo diâmetro na escala.
- Solte o rolo tensor para que a mola estique a correia e, em seguida, volte a apertar o parafuso.
- Repetir o procedimento para o segundo cinto (etapas 2-9). Fechar a proteção.
5.2 Substituição da cinta de lixa
- Abrir a tampa superior, premir o pedal e rodar a roda para ter acesso.
- Desenroscar completamente o rolo tensor, enroscar para libertar a tensão da correia.
- Retirar a correia antiga e colocar uma nova (940 × 50 mm).
- Soltar o rolo tensor para que a mola aplique tensão e, em seguida, voltar a apertar o parafuso.
- Repetir o procedimento para a segunda correia e fechar a tampa. Certificar-se de que não ficam ferramentas no interior.
Nota: Em caso de desgaste acentuado do rolo afinador, este pode ser rodado 180° e montado de novo para duplicar a sua vida útil (ver secção 8-9 do manual).
5.3 Limpeza e controlos periódicos
- Verificar o aperto das ligações eléctricas após a instalação inicial.
- Mantenha a extração de poeiras ativa mesmo durante os períodos de inatividade se houver poeiras presentes.
- Inspecionar as cintas de lixa quanto a fissuras ou desgaste irregular.
6. Sistemas de segurança e proteção dos operadores
O ADV108 incorpora várias camadas de segurança: protecções mecânicas, paragem de emergência, interrutor principal com capacidade de bloqueio e símbolos de aviso para riscos residuais. Nunca modificar ou contornar estes elementos.
6.1 Equipamento de proteção individual (obrigatório)
- 👓
Óculos de proteção - 🧤
Luvas de proteção - 🥾
Calçado de segurança - 😷
Máscara filtrante (pó) - 👕
Uniforme industrial
6.2 Procedimentos de emergência
- Premir vermelho paragem de emergência apenas em caso de perigo imediato - pára as unidades abruptamente (o que pode criar riscos secundários). Após a ativação, eliminar a causa antes de reiniciar.
- A paragem de emergência não não cortar a alimentação do circuito de controlo; utilizar o interrutor principal (bloqueável) para um isolamento completo durante a limpeza, reparação ou inatividade prolongada.
⚠️ Não utilize a paragem de emergência como um botão de paragem normal. A utilização frequente pode provocar tensões mecânicas e situações inesperadas.
7. Otimização do desempenho e qualidade do acabamento
O acabamento superior do ADV108 resulta da interação de três parâmetros: velocidade da correia (controlado por inversor), velocidade de alimentação (automático ou manual), e grão de cinta. A experimentação dentro das gamas abaixo permite ao operador obter desde uma remoção grosseira até superfícies espelhadas:
- Velocidade da correia: 7,8 - 18 m/s (maior velocidade = corte mais fino / menos calor)
- Velocidade de alimentação (automática): 0,7 - 4 m/min (alimentação mais lenta = mais passagens por área)
- Sequência de grão recomendada: P60 → P120 → P240 para acabamento padrão de aço inoxidável.
Arranjo do local de trabalho: São ilustradas no manual duas posições típicas - com unidades de alimentação (para linhas rectas, automáticas) e sem alimentação (para linhas curvas, manuais). Assegurar uma iluminação adequada e uma circulação livre à volta da máquina.
8. Cumprimento e responsabilidade
A ADV Machinery declina qualquer responsabilidade por danos ou avarias causados por:
- Modificações não autorizadas na máquina.
- Utilizar com outros materiais que não o aço inoxidável (exceto se explicitamente aprovado).
- Funcionamento sem extração de pó ou com líquidos/sabão.
- Não observância das instruções de segurança.
A máquina foi concebida para o lixamento/polimento industrial a seco de superfícies de aço inoxidável. Qualquer outra utilização é considerada incorrecta.
9. Referências e outros recursos
Este artigo baseia-se na versão oficial do Manual de instruções da máquina de polir tubos curvos ADV108 (versão original). Para obter vistas explodidas detalhadas, esquemas eléctricos e lista de peças, consulte o manual completo em PDF fornecido com a máquina. A ADV Machinery também oferece formação e assistência técnica.
| Parâmetro | Valor |
|---|---|
| Gama de diâmetros de tubos | 10 - 110 mm |
| Tamanho da cinta de lixa | 940 × 50 mm |
| Potência total do motor | 3,94 kW |
| Alimentação eléctrica | 380V / 50Hz / ≤10 A |
| Peso | 320 kg |