![]() 24h カスタマーホットライン +86 15395181370
24h カスタマーホットライン +86 15395181370
デバリングとエッジラウンド、平面研磨:ご質問にお答えします。
⚙️ 表面研磨、 バリ取りとエッジラウンド:
ご質問にお答えします
- 手作業から生産性の高い両面バリ取り機まで-。
平面研削盤の使い方
平面研削盤 回転する研磨砥石を使用して超平坦面を作成する。基本的な手順(1) マグネットチャックでワークを固定し、(2) 砥石の高さとテーブルのトラバースを調整し、(3) クーラントを塗布し、(4) 軽いパス(0.01~0.02 mm)を行い、(5) 平坦度を検査する。
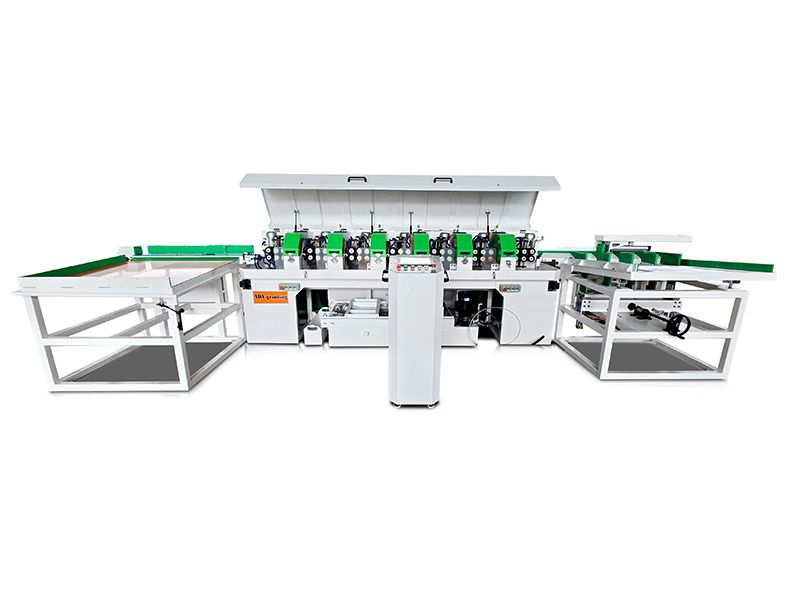
しかし バリ取り、エッジラウンド、プラズマスラグの除去しかし、平面研削盤は適切な道具ではない。その代わり、加工業者は 両面板金バリ取り機.バリや鋭利なエッジも除去できる。 スラグ/ドロス除去を伴うプラズマ切断部品(スチールおよびアルミニウム) 両面を一度に、しかも一回の速い操作で。
バリ取りと鋭利なエッジの除去とはどういう意味ですか?
デバリング は、切断、せん断、機械加工の後に残る小さな隆起、バリ、突起物を除去する工程。 鋭いエッジを壊す (エッジブレーキング)とは、鋭角の角をわずかに面取りしたり、放射状にしたりすることで、切り傷の危険性をなくし、塗料の付着をよくすること。どちらも安全性と品質には欠かせない。
モダン 両面板金バリ取り機 バリ取りとエッジラウンドをワンパスで行えます。 上下をワンパスで処理(両面).カミソリのように鋭利なシートを安全な完成部品に仕上げる。
金属のエッジを丸くするには?
エッジの丸め(Radiusing)は、ヤスリ、研磨ベルト、または専用のバリ取りツールを使って手作業で行うことができます。生産量、特に スラグ/ドロス除去を伴うプラズマ切断部品(スチールおよびアルミニウム), a 両面バリ取り機 は工業規格である。
これらのマシンの特徴は エッジラウンド+穴バリ取り機能 振動ブラシや砥石を使用する。また プラズマ・スラグ除去+エッジ・ラウンド加工 同時に。一例:コンパクトな 両面板金バリ取り機 と 造船所の製造環境に適した小さな設置面積 - 現場加工に最適。
金属エッジのバリ取り方法は?
バリ取りの方法は、手やすりや研磨パッドから、熱、電気化学、機械的プロセスまで多岐にわたる。シートメタル、特にレーザーやプラズマで切断された部品に最も効果的な方法は、研磨パッドを使用することです。 両面板金バリ取り機.それは以下を提供する。 上下をワンパスで処理(両面)エッジや穴のバリを除去し、安定した表面仕上げを実現。
造船業者にとって スラグ/ドロス除去を伴うプラズマ切断部品(スチールおよびアルミニウム)これらの機械は、重いドロスやスラグも除去し、手作業を大幅に軽減する。
リーミングとバリ取りは同じですか?
いいえ両者はまったく異なるオペレーションなのだ。 リーミング は、穴をわずかに拡大する精密機械加工プロセスで、厳しい直径公差と滑らかな仕上げを実現する。 デバリング 穴の大きさは変わりません。
リーマ加工後も、穴の入口側と出口側のバリ取りが必要な場合が多い。A 両面バリ取り機 と エッジラウンド+穴バリ取り機能 は、ドリルやリーマ加工後によく行われる、穴の両側のバリ取りを1パスで素早く行うことができる。
鋭利なエッジのバリ取り方法は?
鋭利なエッジは、機械的(ブラシ、砥石、ヤスリ)または大量仕上げ(振動ボウル)を使用してバリ取りされる。平らな板金部品の場合は 両面バリ取り機 は最速のソリューションです。外周全体と穴の周りの鋭利なエッジを1回のパスで磨き落とします。
今日のシステムはまた、以下を統合している。 プラズマ・スラグ除去+エッジ・ラウンド加工そのため、スラグの多いプラズマカットのエッジも、滑らかで放射状になる。多くの造船所では 造船所の製造環境に適した小さな設置面積.
切断後のチューブ・エッジのリーム加工とバリ取りが重要なのはなぜですか?
チューブ/パイプのエッジのバリ取りは、3つの理由から非常に重要である: 安全性 (鋭利なエッジは取り扱い中に切り傷を作る)、 フィットアップ (バリが継手や溶接継手の適切な固定を妨げる)。 耐食性 (バリが割れて隙間ができることもある)。リーミング」は内径の清掃に特化していますが、バリ取りは内径と外径の両方のバリを取り除きます。
シートメタルや構造部品には 両面板金バリ取り機 も提供する。 上下をワンパスで処理(両面)平板用に設計されたとはいえ、多くの場合、同様の効率で長方形の部品を扱うことができる。
面取りとバリ取りのタイミングは?
面取りとバリ取りは必ず行うこと。 切断、プレス、機械加工の直後 - 溶接、塗装、組み立ての前に。待つとバリが発生し、ミスアライメントや怪我の原因となる。
を持っている。 両面板金バリ取り機面取り(またはラジアス)とバリ取りを同じ工程で行うことができます。この機能は スラグ/ドロス除去を伴うプラズマ切断部品(スチールおよびアルミニウム) 効率的である。 造船所の製造環境に適した小さな設置面積 つまり、カッティングが行われる場所に設置でき、ワークフローを合理化できる。
金属の鋭利なエッジを取り除くには?
鋭利なエッジを除去するには、ハンドツール(ヤスリ、バリ取りブレード)、パワーツール(アングルグラインダー、ディスクサンダー)、自動バリ取りシステムを使用することができる。多品種・大量生産の場合、自動バリ取りシステムに勝るものはない。 両面板金バリ取り機.両面のシャープなエッジと、内部の穴を含むすべての輪郭を消去します (エッジラウンド+穴バリ取り機能).
これらのマシンは、特に次のような場合に効果的である。 スラグ/ドロス除去を伴うプラズマ切断部品(スチールおよびアルミニウム)硬く鋭利なスラグエッジを完全に除去し、プロファイルを丸める。
エッジを鋭くしない方法は?
エッジを「鋭くなく」するとは、角をわずかなRや面取りにすることである。これは、研磨パッドを使って手作業で行うことも、工業用バリ取り機を使って行うこともできる。最も生産的な方法は 両面バリ取りシステム を実行する。 プラズマ・スラグ除去+エッジ・ラウンド加工 一回のパスで。
例えば、先進的なモデルでは 上下をワンパスで処理(両面) で設計されている。 造船所の製造環境に適した小さな設置面積.彼らは1シフトあたり何千もの部品を、危険なほど鋭利な状態から完全に安全な状態へと変えていく。
なぜ両面バリ取りなのか(重要用語の整理)
Q&Aでは、実際のバリ取りの課題を解決するコア・テクノロジーに焦点を当てました。要約すると
- ✅ 両面板金バリ取り機 - は、現代の製造業における主要な主力製品である。
- ✅ スラグ/ドロス除去を伴うプラズマ切断部品(スチールおよびアルミニウム - 完全に統合された能力。
- ✅ 上下をワンパスで処理(両面処理) - サイクルタイムを50%短縮。
- ✅ エッジラウンド+穴バリ取り機能 - 滑らかなエッジときれいな穴。
- ✅ 造船所の製造環境に適した小さな設置面積 - 狭い作業場、オフショア・リグ、海軍工廠にフィットする。
- ✅ プラズマによるスラグ除去+エッジラウンド加工 - 2つの重要なプロセスが組み合わされている。
これらの機能はもはやオプションではなく、生産性と安全性の新たな基準となっている。
平面研削盤の使い方
平面研削盤の手順:マグネットチャック、砥石調整、クーラント、ライトパス。バリ取りには両面バリ取り機を使用する。
その他の記事
That’s exactly what happened recently when a US-based manufacturer took to Facebook to share their experience with our 108-6 Automatic Pipe Polishing Machine.
- ニュース, テクノロジー
In modern metal fabrication, achieving perfection isn't just about meeting the exact dimensions of a blueprint—it is about the quality of the finish. For sheet metal parts, perfection is defined by the state of its edges.
- ニュース, テクノロジー
Learn why part leveling removes internal stresses better than straightening, how it prevents laser head crashes, and which machine (mechanical or hydraulic) fits your shop. Real applications for perforated parts, robotic welding, and B-grade materials.
- ニュース, テクノロジー