![]() 24h customer hotline +86 15395181370
24h customer hotline +86 15395181370
Every fabricator knows the feeling. You’ve drilled countersinks, beveled edges, and put real time into a part – only to watch it bow, twist, or refuse to weld flush. Into the scrap bin it goes, and next week you get pennies back.
That doesn’t have to be your reality. A part leveler can change it.
But here’s where most shops get tripped up: they confuse leveling with straightening. And that confusion costs them days of rework, broken laser heads, and welded assemblies that never quite line up.

Leveling vs. Straightening – Not the Same Thing
A three-roll straightener can push a warped part flat. A skilled operator might even flip it and run it again. But all you’ve done is redistribute the internal stresses – not remove them. The part looks fine on the table, yet the moment you apply heat (welding, laser cutting), those stresses spring back. Bowing returns. Welds go crooked.
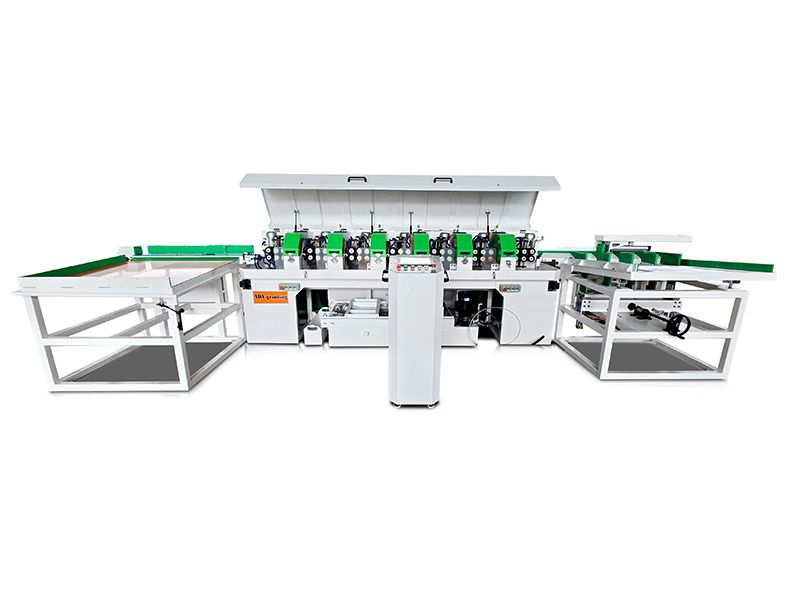
Leveling works differently. A real leveler bends the material past its yield point – usually 40–70% of its thickness at the entry rollers – then gradually brings it back to flat at the exit. That cycle releases up to 99% of residual stress. The material doesn’t change size or internal structure, but it loses the “memory” of the coil’s curvature and the stress from previous cutting.
One rough rule: first roller gap is set at less than actual thickness. Last roller gap is near actual thickness. For a 21-roller machine (10 top, 11 bottom), the entry might be 0.6 mm for a 1 mm sheet. That severe bend is exactly what kills the stress.
Why Your Laser Cutter Will Thank You
Unleveled sheet metal is a hazard. When you cut a bowed part on a laser, the head can crash into the raised material – thousands of dollars in damage plus a week of downtime. Leveling before cutting eliminates that risk and gives you cleaner cuts.
Same goes for plasma and oxyfuel on heavy plate. Up to 2.5‑inch thick plate can run through a standalone leveler. If you can bend it, you can level it – from soft copper to AR‑500 ballistic armor.
Perforated Parts, Robotic Welding, and B‑Grade Materials
Some applications practically demand leveling:
- Perforated sheets (HVAC grilles, architectural covers) warp immediately, no matter how clean the punching. A leveler brings them back to true.
- Robotic welding can’t adjust on the fly like a human welder. If the parts aren’t flat, the robot makes bad welds.
- Welded assemblies become bottlenecks when parts don’t fit smoothly. Leveling removes the bowing so clamps actually work, and welds stay accurate.
- B‑grade or cheap foreign metal – rough coils with edge waves or center buckles. A precision leveler turns that low‑grade stock into usable, stress‑relieved material.
Mechanical or Hydraulic – Which One Do You Need?
Choice depends on thickness.
Thin sheet (e.g., 1 mm) : Use a mechanical leveler. Thin material doesn’t have the force to push rollers apart, so a screw jack or motorized adjustment holds the setting. The weight of the top cassette alone keeps it constant.
Plate over ~5 mm (0.2 in.) : You need a hydraulic leveler. Thick, high‑strength material (like AR‑500) actively tries to force the rollers open. Four cylinders – one at each corner – with gap control maintain your settings and deliver consistent results.
How Many Rollers? How Big?
Research shows 21 rollers is the practical maximum. More than that, and stress relief gains become negligible.
- Thin gauges (high internal stress, lots of springback) → use up to 21 small‑diameter rollers. You need many alternating bends to kill that memory.
- Thick plates → fewer, larger‑diameter rollers. But big rollers lose the ability to level thin material.
If you can only buy one machine, look at 90% of your parts. If thick plate is only 10% of your work, don’t oversize.
Best Practices from Real Shops
- Deburr before leveling. Burrs get pressed into the material and become grinding nightmares. Waterjet cuts are the exception – no burrs.
- Level before and after cutting. Raw sheets lose stress first, then cutting adds new stress. For tight tolerances (medical, aerospace, automotive), level twice.
- Level everything if it fits your flow. It won’t cost much time, but it saves welding, forming, and bending headaches.
- Put the leveler close to the cutter. Heavy plate is dangerous to cart across the plant. Arrange your layout so parts go from plasma table → deburr → leveler → next step.
- Consider toll processing. Leveling is fast – often faster than downstream processes. Offer the service to other local fabricators or metal suppliers. It’s extra revenue from idle machine time.
A Competitive Edge You Can Quote
Flatness sells. When you can guarantee a specific flatness tolerance – because you run every sheet, plate, or part through a leveler – you win bids that others can’t touch. “We laser cut, we bend, we coat, and we ensure every finished part is flat and stress‑relieved.” That’s not just a feature. It’s a competitive advantage.
Stop feeding the scrap bin. Start leveling.
More About Metal Leveling Machine :